

頭付きスタッドは非常に高いせん断耐力が期待できますが、そのためには適切に施工されていることが必須となります。ここでは頭付きスタッドの現場監理において確認すべき事項について解説します。
なお設計時における注意点については以下の記事を参考にして下さい。
[参考記事] 頭付きスタッドのせん断耐力式について。設計における注意点についても解説
施工前にチェックすべき項目
スタッド溶接技能者の資格の確認
スタッド溶接に従事できる溶接技能者はスタッド協会の「スタッド溶接技術検定試験」に合格した有資格者である必要があります。
「スタッド溶接技術検定試験」の概要
資格種別は以下に示すように、3種の種別からなり、専門級であるF級、B級は協会規定により、基本級であるA級を取得後、1年以上スタッド溶接業務の経験を有する者でなければ受験資格が与えられないようになっています。
A級(基本級):呼び名22以下の下向き溶接のみ
F級(専門級):呼び名25以下の下向き溶接のみ
B級(専門級):呼び名22以下の下向き、呼び名16以下の全姿勢溶接
溶接電源容量
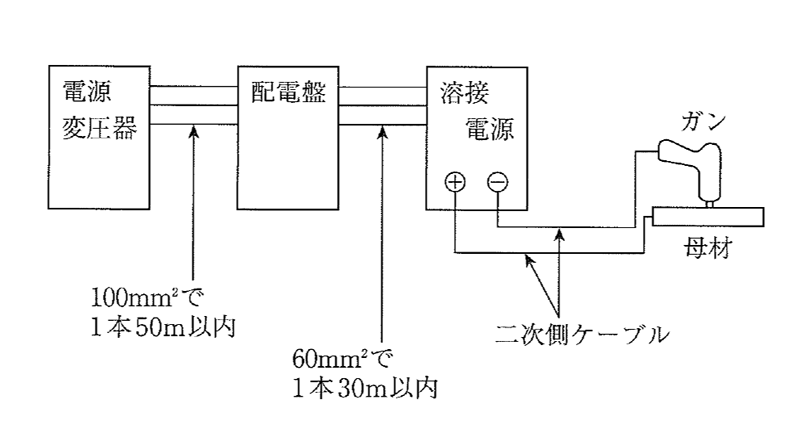
スタッド溶接は、大電流を繰り返し使用する溶接方法であるため、電源容量の不足は溶接不良の原因となります。したがって、良好な溶接結果を得るためには、電源はスタッド溶接専用電源である必要があります。
また、十分な溶接電流を供給するには、ケーブルが適正な太さ、長さでなければいけません。
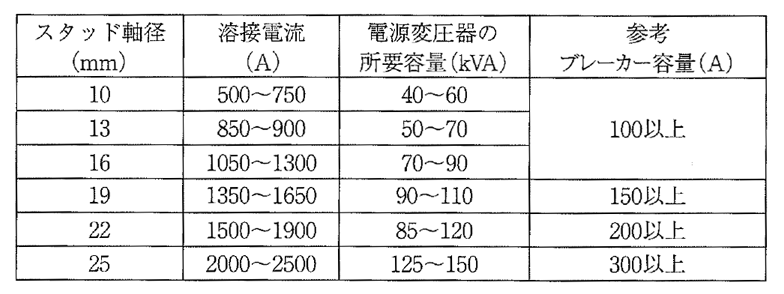
以下表には頭付きスタッドの軸径と電流容量の関係を示しています。
なおこちらの値は参考値で、施工条件により異なることがあります。
なお発電機では電源変圧器の約2倍の容量が必要です。
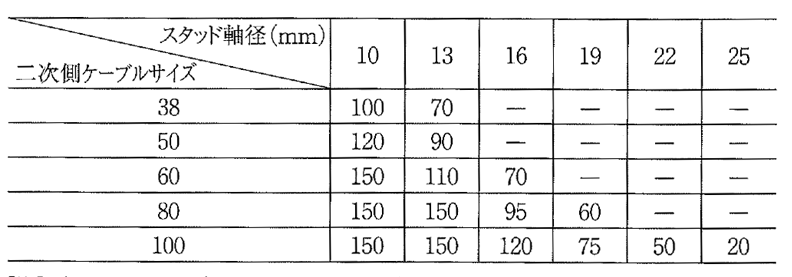
ケーブルサイズはケーブルの断面積(mm2)を示します。表中の「-」はスタッド軸径に対してケーブルサイズが不適当であることを示しています。ケーブル(m)は使用条件によっては表記よりも短くなる場合があります。
施工中にチェックすべき項目
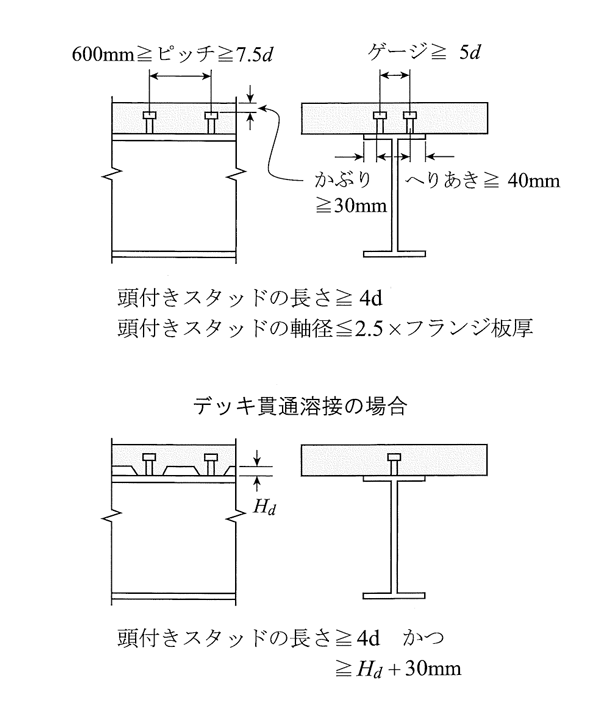
頭付きスタッドの軸径と長さ、および、そのピッチとゲージ
軸径と長さ
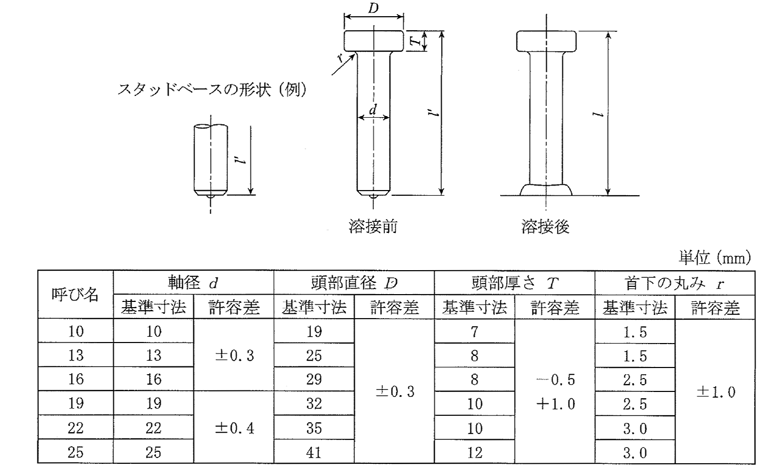
軸径はJISの呼び名の表す寸法であり、10、13、16、19、22、25の6種類があります。
頭付きスタッドの長さは、溶接前は溶け代を含んだものであり、溶接後は設計長さ±2mmです。
溶接後の仕上がり長さの目標値がJISの呼び長さです。
ピッチとゲージ
大梁、小梁とも頭付きスタッドが所定位置に配置されているかどうか確認します。
頭付きスタッドとフェルール
頭付きスタッドの錆
頭付きスタッド頭部の錆は溶接条件のバラツキ原因となり、頭付きスタッドのベースの錆は溶接性を損ないますので注意が必要です。
脱酸材
頭付きスタッドのスタッドベースに充填されている脱酸材は、溶接部の冶金作用を促進するものであり、脱落しているものは使用してはいけません。
フェルール
水漏れや著しく湿気を帯びている、または欠けているフェルールは溶接欠陥を発生させるため、使用してはいけません。
試験溶接の実施
施工に先立ち適切な溶接条件を確認するため、以下の場合において2本以上の試験溶接を行う必要があります。
(1)作業開始前
(2)スタッドの径が異なること
このとき、鋼板(母材)は実際の工事で使用する鋼板と同等のものを用います。
溶接後には外観検査の後、ハンマーによる30度打撃曲げ試験を実施し、溶接部に欠陥が生じていないことを確認し、本施工に入るものとします。
この検査を行った際、いずれかのスタッドに欠陥が生じた場合は溶接条件を修正して再び2本の試験溶接を行い、満足する結果が得られるまで行います。
気温、天候、溶接面の清掃、その他
気温
気温が0℃以下の場合は、溶接を行なってはならない。ただし、溶接部より100mmの範囲の母材部分を36℃以上にガスバーナー等で加熱して溶接する場合はこの限りではありません。
天候
雨天の場合は、溶接を行ってはいけません。また、溶接部分に水がある場合も同様です。デッキプレート貫通溶接では、デッキプレートと梁の間に雨水がないことを確認してから溶接しなければいけません。
溶接面の清掃
溶接面に水分、著しい錆、塗料が付着している場合には、ウエスやワイヤブラシ等で除去しなければいけません。
デッキプレート貫通溶接
スタッド溶接は母材に直接溶接することを原則としていますが、工事現場施工においては小梁など、やむを得ずデッキプレートを介して溶接される場合があります。
このデッキプレート貫通溶接は適切な準備工作と所定条件が伴わないと健全な溶接が期待できないため、対策が必要です。
施工後の検査
検査項目および判定基準
スタッド溶接完了後は、施工品質を確認するため溶接部について以下の検査を行う必要があり、検査は原則として有資格者が行います。
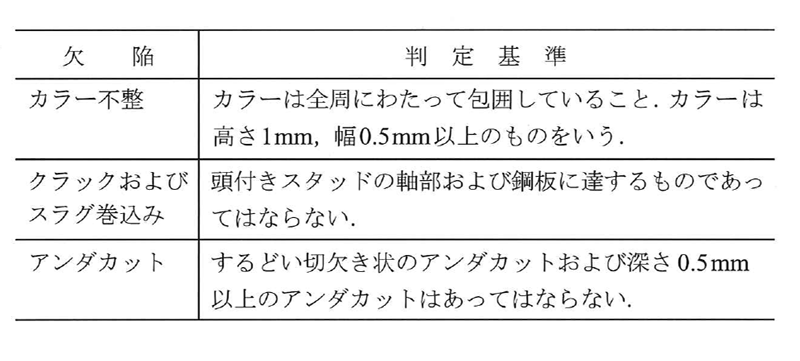
外観検査
溶接部全数について行い、以下に示す基準を満たしていることを確認する。
寸法検査
スタッド溶接後の仕上がり高さと傾きは以下に示す管理許容差以内であることを確認します。
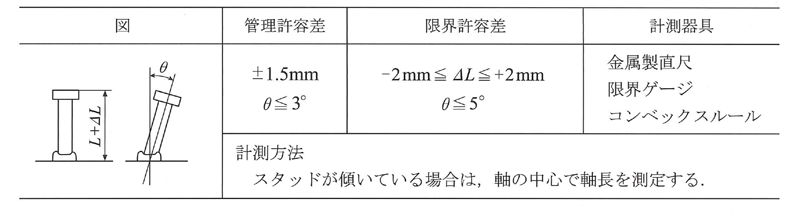
限界許容差は、JASS6 鉄骨工事・付則6「鉄骨精度検査基準」により呼び長さ±2mm以下、傾き5度以下と決められていますが、全数の頭付きスタッドは管理許容差以内であることが望ましいです。
15度打撃曲げ試験
15度打撃曲げ試験は前述の外観検査にてカラーの不揃いが認められる場合と、抜き取り検査で行うものとがあり、カラー高さが最も小さい点に最大引張力がかかる方向より曲げ、溶接部に有害な欠陥がないことを確認しなければいけません。

サンプリング数および測定方法
溶接部外観検査は全数行う必要がありますが、
-スタッドの仕上がり高さおよび傾き
-15度打撃曲げ試験の頻度
については100本または主要部材1個に溶接した本数のいずれか少ない方を1ロットとし、1ロットにつき1本行えば問題ありません。
15度打撃曲げ試験により溶接部に有害な欠陥が認められた場合には、同一ロットからさらに2本の頭付きスタッドを検査し、2本とも欠陥が生じなければそのロットを合格としますが、これら2本の頭付きスタッドのうち、さらに1本以上の欠陥が認められた場合にはそのロットを不合格とし、全数について検査を行う必要があります。
なお、欠陥が生じなかったスタッドについては、力学的な支障はないため、曲げたままで問題ありません。
施工管理記録
溶接部の検査はスタッド溶接品質を確認する上で重要な項目であり、施工管理記録として残しておく方が望ましいです。記録をとることにより、検査が確実に行えると同時に、設計者・管理技術者が立ち会えない場合でも後で確認が可能です。
不合格スタッドの補修および打直し
溶接後の検査によって不合格と判定された頭付きスタッドは、以下に並べる要領で補修または打直しを行う必要があります。
外観検査によって不合格と判定された場合の処置
カラー
カラーが頭付きスタッド材軸部全周にわたり包囲していないため不合格と判定されたものは、カラーの欠けている箇所に引張力がかかる方向に15度打撃曲げを行います。
その結果、割れや打損など有害な欠陥の生じなかったものはそのままにしておいて問題ない(溶接部は健全であると考えてよい)が、欠陥の生じたものはその頭付きスタッドを除去して打直しを行います。
アンダーカット
母材又はスタッド材軸部に深さ0.5mmを超えるアンダーカットが発生したものは、打ち直しを行います。
ただしアンダーカットの深さが0.5mm以下の軽微なもので、工事監理者の承認を得た場合は適切な予熱を行い、低水素系被覆アーク溶接またはガスシールドアーク溶接による補修溶接を行っても問題ありません。
仕上がり高さと傾き
スタッド溶接後の仕上がり高さおよび傾き検査で不合格と判定されたものは、その頭付きスタッドを除去して打ち直しを行います。
15度打撃曲げ検査によって不合格と判定された場合の処置
検査によって不合格と判定された場合は、そのスタッドを除去して打ち直しを行います。
打直し
頭付きスタッドを打直しする場合、不合格スタッドを除去することを原則とします。
不合格スタッドを除去する場合は、頭付きスタッドを5~10mm残してガス切断または機械的な切断で切り落とし、その後母材表面が平滑になるようグラインダーで仕上げます。
その際、欠陥が母材内部まで達している場合は、適切な予熱を行って低水素系被覆アーク溶接またはガスシールドアーク溶接により補修溶接をし、母材表面をグラインダーで平滑に仕上げます。スタッドを除去した場合、打ち直しは隣接部に行うことを原則としますが、隣接部に打ち直しができない場合は不合格となったスタッドを除去した位置に打ち直しを行います。頭付きスタッドの軸部にのみアンダカットなどの欠陥が生じた場合は、その頭付きスタッドを除去しないでそのままとし、隣接部に新しい頭付きスタッドを打ち直します。
溶接不良の例
外観不良の場合
カラーの不整と有害な欠陥、カラーの形状(形・色つや)、仕上がり高さ不良、スタッドの倒れ等が外観不良の例として挙げられます。
溶接強度不足の原因となる溶接欠陥
ブロホール、溶着部の割れが溶接欠陥の例として挙げられます。
スタッド溶接ではなく隅肉溶接となっている
そもそもスタッド溶接ではなく隅肉溶接となっているケースもあります。
これの場合は当然頭付きスタッドの耐力式の適用ができず、想定よりも大幅な耐力の低下が見込まれるので注意が必要です。
まとめ
頭付きスタッドの現場監理において確認すべき事項について解説しました。スタッド自体は大きくないですが、様々な管理項目があることが分かります。
特にスタッド溶接技能者の資格の確認は重要で、これによりスタッド溶接がなされていないケースや溶接不良等の根本的な不備はほぼ解消できます。
現場監理において見落としがちなスタッド溶接ですが、適切に監理することが重要です。