

トルシア形高力ボルトはピンテールの破断によって一定の締付トルクが与えられる機構をボルト自体が持っているので、高力六角ボルトのように締付機の調整や締付け後のトルク検査を行う必要がなく現場の施工管理が容易なため、ほとんどの接合部で使用されています。しかし正しい検査方法及び正しい締め付け方法を守らないとボルトの優れた耐力が発現されません。ここではトルシア形高力ボルトの正しい施工方法、管理方法について解説します。
トルシア形高力ボルトの締付け順序
現場締付けは、仮ボルトで密着させてある接合部に順次トルシア形高力ボルトを挿入して、1次締めを行い、全ボルトを1次締めした後に
マーキング→本締め→目視検査
の順序で行います。
本締めはマーキング終了後に、トルシア形専用電動レンチで、その日のうちに締付ける必要があります。
締付け後の目視検査
トルシア形高力ボルト締付け終了後の検査にあたっては、以下の条件を全て満足させる必要があります。
-全てのボルトについてピンテールが破断している。
-1次締付け後に付したマークのずれによって、共まわり・軸まわりの有無、ナット回転量などを目視検査し異常がないことを確認する。
-ボルトの余長がナットより出ている。
ナットの回転量は1次締めの大きさやボルトの首下長さなどの条件の違いにより様々な角度となり得る為、ナット回転量の許容範囲は決められていません。
しかし、適正な締付けが行われている場合には、同一群のボルトについては同程度の回転量を示すべき性質のものであることから、ナット回転量が群の平均回転量に対して±30°の範囲内にあるボルトを合格としています。
高力ボルトの耐力の管理方法はマーキングの確認のみである
鉄骨工事技術指針・工事現場施工編によれば
「トルシア形高力ボルトの場合には締付け後に追締めトルクを判定して締付け力の適否を判断しようとすることは無意味である。それは、このボルトのピンテール破断トルクが締付けトルクと等しくなる機構のボルトであるため破断トルクは安定しており、すべての追締めトルクもこれが再現されるだけのことである。」とされています。
つまり高力ボルト施工後にトルクを計測することによって、マーキングを省略することはできません。
トルシア形高力ボルトにおいてマーキングは施工完了の目印であり管理のポイントといえます。よってマーキングは必須であり、マーキング無しで締付けられたボルトは取り替える必要があります。
これはトルシア型高力ボルトに限らず、高力六角ボルト、溶融亜鉛めっき高力ボルトのいずれについても共通です。
正しいマーキングと誤ったマーキングの事例
以下の以下の写真はボルトとワッシャーのマーキングの位置が一致しており、それに対してナットのマーキング位置は異なっており、ボルト群の平均回転量に対して±30°の範囲内にあることが分かります。

一方以下の写真は、ボルトとワッシャーのマーキングの位置が異なっているため、1次締めの後に正しくマーキングがされていないことが分かります。おそらく施工者の方で本締めの後になってマーキングがされていないことに気づき、あたかも正しくマーキングをしたように見せかけたものだと予想されます。
当然この状況ではボルトの耐力が適切に発現していることの保証ができませんので、ボルトは全数取り替える必要があります。

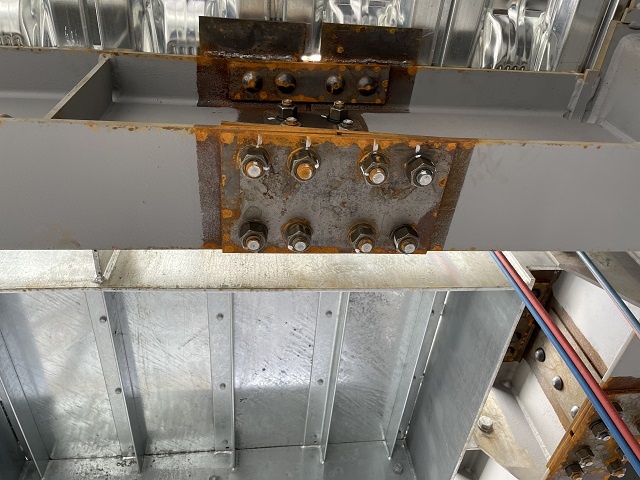
以下の写真は、フランジ同士を接合しているボルト群の中で1本だけ他と比べて回転角が大きくなっている例です。正しくはボルト群の平均回転量に対して±30°の範囲内に納まっている必要がありますが、このボルト群はこの規定から外れています。従ってこの回転角が大きいボルトは耐力が適切に発現していることの保証ができませんので、取り替える必要があります。
まとめ
トルシア形高力ボルトは高いせん断耐力を有し、現場の施工管理も容易であるためほとんどの鉄骨造の接合部で使用されています。ピンテールの破断の有無とマーキングの状況により、適切な張力が導入され所定のせん断耐力を有しているか確認することができます。このように管理方法は目視の確認だけで簡単にできますが、一旦誤った施工手順をふんでしまうと後戻りができず、そのボルトは全て交換する必要がありますので、施工監理の際には注意が必要です。