

鉄骨造の構造設計に携わる中で、特に鉄骨工事の現場監理において、突き合わせ溶接部の余盛を平滑に削っても構造耐力的に問題ないか相談を受けることが多いです。竣工後も鉄骨架構を現しとして見せる際になるべく溶接部を綺麗に見せたい場合や、鉄骨架構と仕上げとの納まりが厳しくミリ単位で鉄骨の出を抑える必要がある場合などです。
本記事では突き合わせ溶接部の余盛を平滑に削っても良いのかどうか、又平滑に削る場合の注意点について解説します。
溶接部の余盛りの定義
余盛りとは溶接技術の分野において用いられる用語で母材表面から盛り上がった部分を指します。JISでは「開先又はすみ肉溶接で必要寸法以上に表面から盛り上がった溶着金属」と定義されています。
余盛りは隅肉溶接や部分溶け込み溶接等、突き合わせ溶接以外の溶接にも用いられる用語ですが、以下では突き合わせ溶接の余盛りについて記すこととします。

突き合わせ溶接部の余盛高さの管理規定
疲労寿命は応力集中に対して非常に敏感に影響します。鉄骨他金属に突起や切欠きなどの形状が急変する部分があるとその周辺の応力は局部的に大きくなります。これを応力集中と呼び、余盛による応力集中部では応力振幅が大きくなるのでそこから疲労き裂が発生しやすくなります。
この観点により「建築工事標準仕様書 JASS6 鉄骨工事」では溶接のビード幅に応じて以下の通り余盛高さを規定しています。
・ビード幅が15mm未満は、余盛高さが3mm以下
・ビード幅が15mm以上25mm未満は、余盛高さが4mm以下
・ビード幅が25mm以上は、余盛高さが(4/25)×(ビード幅)mm以下
突合せ溶接部の余盛は平滑に削った方がむしろ疲労強度が上がる
余盛の高さは低い程良いことを前に述べました。
それでは余盛自体を平滑に削った場合はどうでしょうか。
以下に示すグラフの通り、突合せ溶接で余盛が付いたままの状態と余盛を削除した状態では、S-N曲線に大きな差が生じることが分かります。余盛を削除すると応力集中が緩和されるので、余盛付きの場合より破断寿命が以下の例では10倍程向上しています。
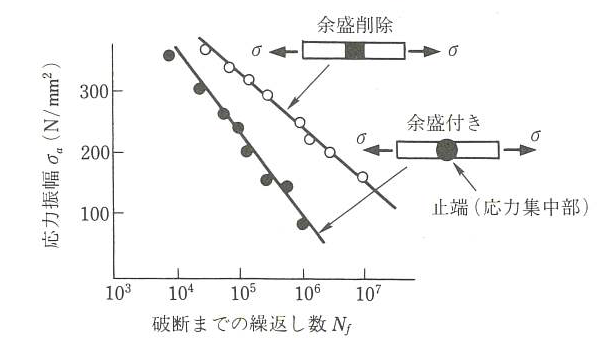
繰返し荷重を受けるような溶接継手では余盛が存在するだけで疲労強度が大きく低下することが分かります。
応力振幅の大きな繰返し荷重を受ける船舶構造や橋梁などで余盛止端の処置が重要な課題となるのはそのためであり,余盛を削除すれば継手強度が高くなるということになります。余盛止端の形状を改善するために,湯流れの良い溶接金属となるようなスラグや溶材を用いたり,溶接後に溶接止端をTIG溶接で溶融整形したり,グラインダで整形したりすることが行われます。一方建築の場合は応力振幅の大きな繰り返し荷重と言えば地震力や温度応力ですが、船舶構造や橋梁などと比較して耐用年数中における繰返し数は明らかに少ないことが分かります。従って全ての突合せ溶接部の余盛を平滑に削る必要はなく、
最低限「建築工事標準仕様書 JASS6 鉄骨工事」で規定されているものを遵守する程度で問題ありません。

突合せ溶接部の余盛を削る場合の注意点
余盛を削る際に余盛が母材表面より低くなると該当部の応力度が増加し、結果として継手の強度不足という問題が生じます。また削る過程においてアンダーカットやノッチ等の溶接欠陥が生じると、耐力が大きく減少します。
余盛り不足や溶接欠陥が生じないように突合せ溶接部の余盛を削る必要があります。

まとめ
溶接部の余盛について解説しました。突き合わせ溶接部については余盛の高さは低い程
疲労強度が上がるため健全と言えます。また平滑に削った方がより疲労強度が上がりますので状況に応じて平滑に削っても問題ありません。ただし削る過程において、余盛り不足や溶接欠陥が生じないように注意する必要があります。